设备管理系统拆解:深度剖析其构成与运作原理
发表时间: 2024-07-11 17:38
设备管理系统是企业优化资源配置、提高资产利用率、降低运营成本、提升运营效率、增强安全性和可靠性、促进持续改进和创新的关键工具。文章详细介绍了设备管理系统的多个方面,包括设备资产管理、设备使用过程管理、设备点检管理、设备润滑管理、简道云设备管理与巡检系统、设备综合效率(OEE)的计算和提升方案。

设备管理系统通过统一管理资产、优化资源配置提高资产利用率;通过预防性维护、备件管理、能耗管理降低运营成本;通过自动化管理、实时数据监控提升运营效率;通过安全检测、故障预测与预防增强安全性和可靠性;通过数据分析与反馈、技术驱动促进持续改进和创新。
这些价值共同作用于企业的生产经营活动,为企业创造更大的经济效益和社会效益。
设备管理系统主要实现设备资产的管理,包含设备生命周期的管理,从规划设计、选型与采购、安装调试、验收入库、使用维护、改造更新、报废出库;包含设备使用过程管理,包含设备台账管理、点检、巡检、保养、润滑、盘点管理。
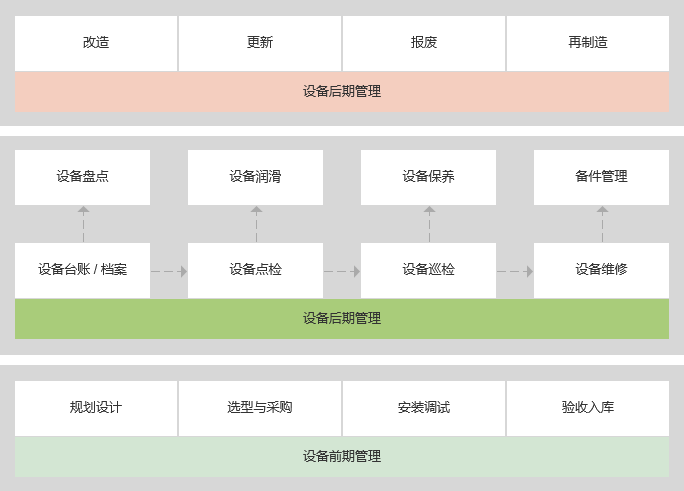
设备管理系统核心功能
设备点检管理遵循“八定”原则:
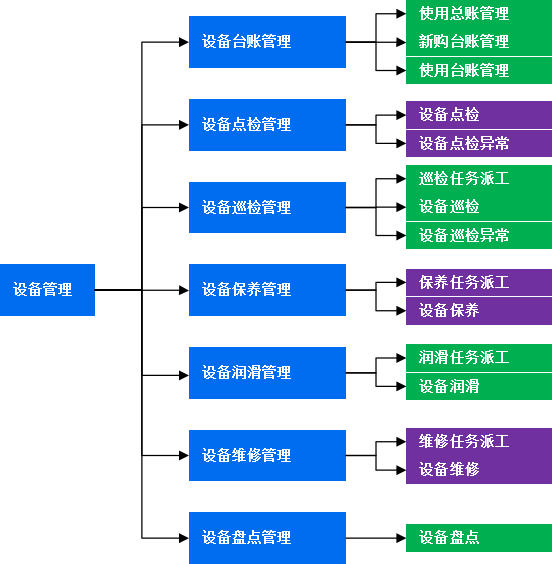
设备管理主功能清单
设备润滑管理在减少磨损、提高设备效率、降低维护成本、保障生产安全、提升产品质量、减少能耗、增强环保意识和提升管理水平等方面具有重要作用。设备管理系统中特增设“设备润滑管理”。
设备润滑管理遵循“五定”原则,定时、定点、定质、定量和定人:
简道云设备管理与巡检系统:实现设备的全生命周期一体化监管,规范化的设备巡检、保养管理流,发现和预防设备故障,多维经营数据统计分析支撑各环节管理决策,实现设备健康运行,保障生产安全和效率。
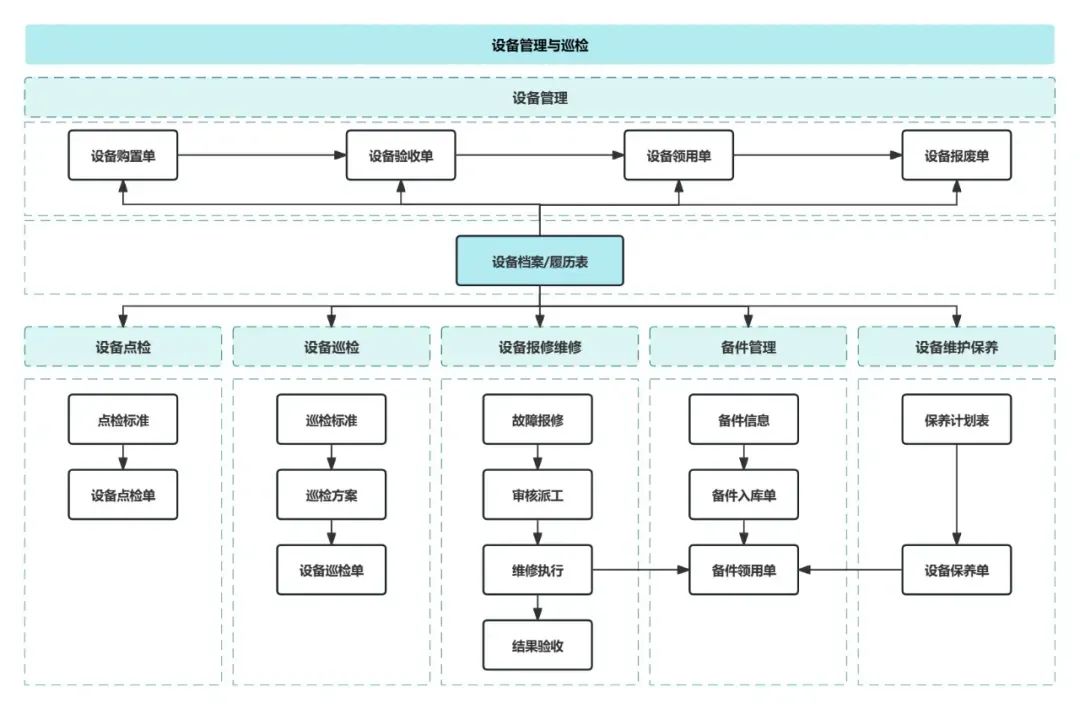
简道云设备管理与巡检系统业务流程图
简道云使用低代码模式,已完成设备管理与巡检的基础版本搭建,在主体业务和当前一致的情况下,可以部署使用。在具体页面和功能存在有少量差异,可以依据当前版本进行更新完善,其低代码方式将提供极大的兼容性。
若是核心流程存在较大差异,则可以以当前版本为蓝本,直接重新搭建。
简道云搭建方式为组件化搭建,展示页面变动则数据存储格式变动。较为麻烦一点的是,某一字段涉及多个页面,则需要挨个地方去处理,哪怕该字段在某些页面是默认值或可隐藏状态。
在全新一代低代码工具,也可以使用面向对象思维构建数据模型,通过调整模型来实现字段的增减,从而在必要的页面再更新即可。

简道云维修统计看板
OEE(Overall Equipment Effectiveness),即设备综合效率,OEE是一项指标,确定了真正有效的计划生产时间的百分比。
设备综合效率OEE = 时间开动率×性能开动率×合格品率 。
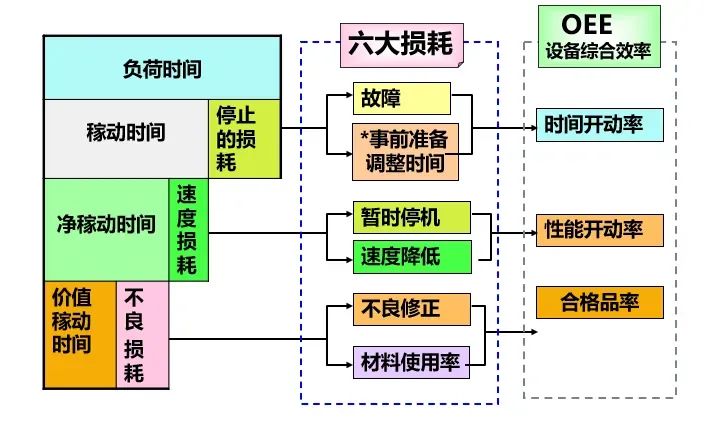
设备综合效率损耗
计算举例:
某工厂实施8小时作业体制,其中中午休息1小时(不含在作业体制内),上班时间包括早会,检查,清扫等20分钟,上、下午期间各休息15分钟。
有一台设备,因应市场需要,每天加班30分钟,该设备理论节拍为0.8分钟,在正常稼动时间内应生产575件,但实际仅生产出418件,实际测得的节拍为1.1分钟,当天更换刀具及故障停机时间为70分钟。
不良率维持2%。
请问该设备的设备综合效率为多少?
计算:
A:实际作业时间 = 480+30=510min
B:计划停止时间 50min
D:停机损失时间 70min
E:稼动时间
C-D=390min
G:生产量418件
H:良品率 98%
I:理论节拍0.8
性能开动率 = (0.8*418)/390 = 85.7%
合格品率 = 98%
于是得到 OEE = 84.8% ×85.7%×98% = 71.2%
追究OEE的本质内涵,其实就是计算周期内用于加工的理论时间和负荷时间的百分比。
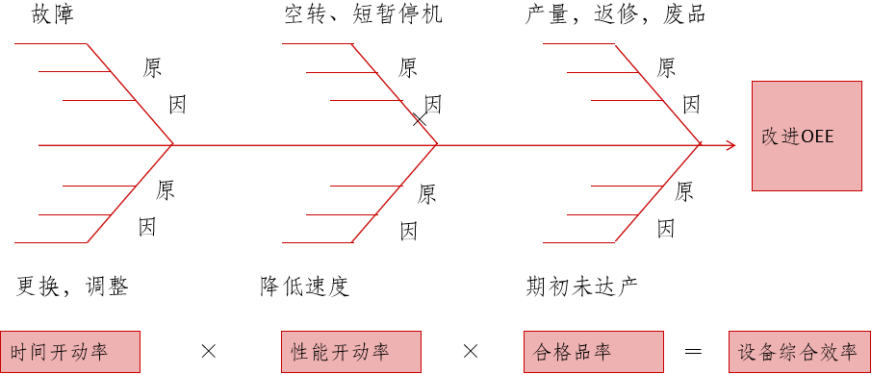
提升OEE方案
要提升OEE,就需要在具体影响因素上找原因,逐个去克服和优化。
持续完善是精益生产的一直追求。
设备管理系统还可以出具相关统计报表,跟进点检、巡检、润滑、维修的执行情况;接入IOT模块,还可以构建孪生模型,实现生产环境的数字模拟,为产线少人化、无人化奠定基础。
本文由人人都是产品经理作者【壹叁零壹】,微信公众号:【壹叁零壹】,原创/授权 发布于人人都是产品经理,未经许可,禁止转载。
题图来自Unsplash,基于 CC0 协议。
声明:本站内容部分源于网络转载,出于传递更多信息之目的,并不意味着赞同其观点或证实其描述。文章内容仅供参考,请咨询相关专业人士。
如果无意之中侵犯了您的版权,或有意见、反馈或投诉等情况, 请联系本站,[qq:]
Copyright ©2025 编程密语 All rights reserved 版权所有 鲁ICP备09004228号-12
 鲁公网安备37020202000738号
鲁公网安备37020202000738号